【実践 2】管理図
公開日2021年5月5日 最終更新日 2021年5月22日
みなさんこんにちは、michiです。
前回の記事「【実践 1】工程能力指数とヒストグラム」に引き続き、今回はQC検定実践編として、管理図について考えていきます。
管理図の考え方は記事「管理図1 管理図とは」を、作り方は記事「管理図2 管理図の作り方」をご参照ください。
この記事を読めば、QC検定1級の論述対策になる!…カモ
キーワード:「管理限界線」「規格値」
目次
①管理図作成前の確認
QC検定の勉強で学んだ管理図ですが、実践する前に次のことに気をつけましょう。
- 単位を揃える
- 規格値を越えていない
- 群に意味はあるのか
\[\]
①単位を揃える
まず①単位を揃えるですが、管理図を作成するときはデータの単位を揃えましょう。
例えば、AさんはmmでBさんはμmでデータ収集をしていると、そのまま管理図にすることはできません。
ぅん((゚ω゚ )ぅん
\[\]
また管理図を作成するの時に、データそのものに対して管理図を作成するん場合と、データ変換後のデータで管理図を作成する場合があります。
例えば規格の厚み10mmの金属板で管理図を作成する場合に、
- 測定値「10.1mm」で管理図作成
- 規格値である「10mm」を基準にして「0.1mm」で管理図作成
の場合が考えられます。
測定値に対して3σ(管理限界線の幅)が極めて小さい場合は、②の差分を管理図で管理する方が見やすいと思います。
\[\]
②規格値を越えていないか
①単位を揃える で、データの単位や管理方法が決まりました。
早速管理図を作成して品質を管理しているけど、不良品が多発している。
そのようなことはありませんか?
(;´・ω・)
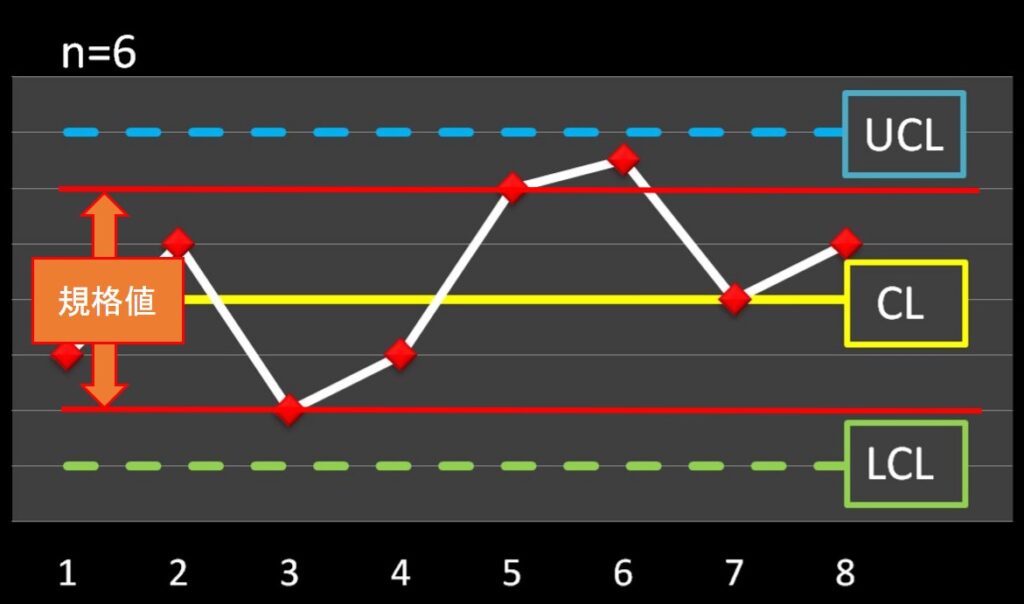
そんな時は、管理限界線が規格値の範囲内に入っているかを確認しましょう。
下図は管理限界線のよりも規格値が厳しい場合のイメージです。
\[\]
管理図の作成を目的にするあまり、そもそも製品が規格を満たせていない状態に気付かなかった!なんてこともあります。
その際には、もちろん工程能力指数の計算も忘れずに行いましょう!
製造プロセスは安定しているけど、安定して不良品を製造している状態では、品質が良いとは言えません!
\[\]
③群に意味はあるのか
管理図を作るときは、群の設定にも気をつける必要があります。
例えば、収穫したみかんの重さについて管理図を作成したとします。
みかん500個を収穫の度に5個をランダムに抜き取り、\(\bar{x}-R\)管理図を作成しました。
確かにこの方法であれば、みかん500個ごとに違いがないかを管理することはできます。
しかし、はたして正しい管理方法と言えるのでしょうか?
(。´・ω・)?
\[\]
ミカンの収穫量は日によって異なるケースが考えられます。
収穫量の少ない時期であれば、みかん500個のデータは3日分に相当するかもしれません。
逆に収穫量の多い時期であれば、同じ日に何度も管理図にプロットすることになりかねません。
\[\]
収穫量毎の変化を管理することが目的であれば、定量管理でよいでしょう。
しかし、日ごとまたは週ごとの管理が目的であれば定期管理にするべきでしょう。
定期管理では生産量が一定とは限らないので、\(\tilde{x}-R\)管理図や \(p\) 管理図が適切でしょう。
\[\]
②管理限界線の決め方
①管理図作成前の確認 で基本的な考え方を説明しました。
管理限界線の決め方では、次のことに気を付けてください。
- 規格値・目標値
- 分布形状
- 複数回のデータ収集
\[\]
①規格値・目標値
規格値については、「①管理図作成前の確認」で簡単に説明しました。
管理限界線は規格値の内側になくては意味がありません。
では、それだけで十分かというと、そうでもありません。
Σ(・ω・ノ)ノ!
なぜなら、管理限界線は実際の製品のばらつきから求めた分布であり、いわばできばえの品質です。
\[\]
できばえの品質が規格値を満たしているから良い!
という考え方もありますよね。
しかし、やはりねらいの品質との差異がないかを確認するべきでしょう。
\[\]
そのためには、ねらいの品質で決めた目標値を管理図内に設けることです。
そうすることで、統計的に管理された状態がねらいの品質を満たせているのかを確認できます。
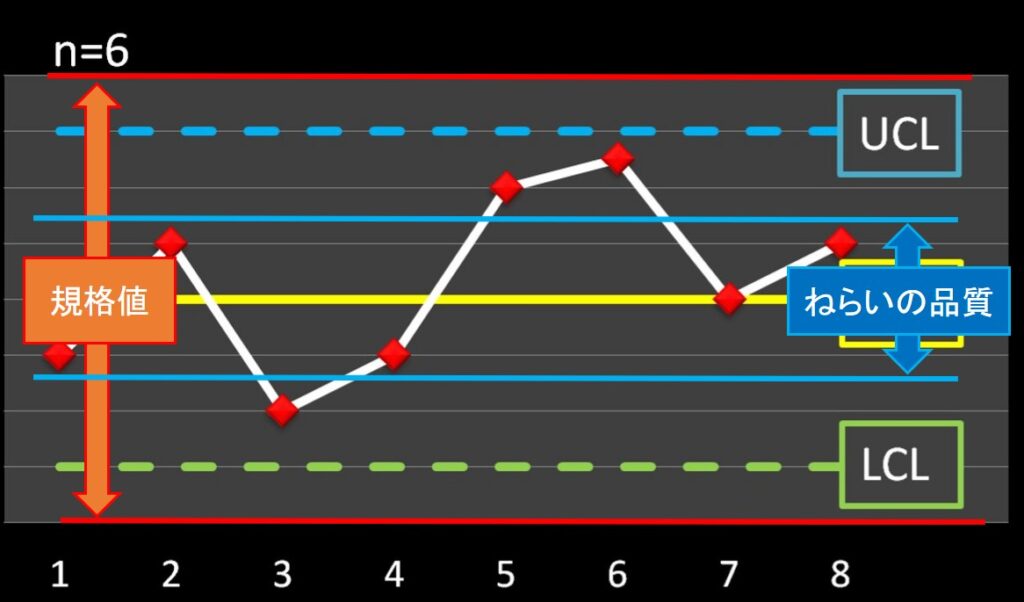
上の図では、規格値の範囲>管理限界線の範囲>ねらいの品質 を表しています。
規格値の範囲>管理限界線の範囲 なので、安定して仕様を満たした製品の生産ができそうです。
\[\]
しかし、ねらいの品質の範囲を満たせていないため、何らかの意図しない要因で管理限界線や規格値の範囲を超える可能性があります。
ねらいの品質とできあがりの品質との差異がどこにあるのかを調査してみましょう。
\[\]
②分布形状
分布形状ですが、管理図ではその分布は正規分布しているという前提があります。
正規分布しているのであれば、まぁそのまま \(\bar{x}-R\)管理図 なりなんなり作成すればよいです。
しかし、分布に偏りがある場合は \(\tilde{x}-R\)管理図 を使いましょう。
(σ・ω・)σそれな
\[\]
ここまでなら、まぁ大したことないのですが、管理したいデータが指数分布する場合があります。
この辺は前回の記事「【実践 1】工程能力指数とヒストグラム」を読んでいただければ、察しが付くと思います。
指数分布の場合は、通常の管理図作成の手順では太刀打ちできません。
\[\]
例えば下のデータを見てください。

このデータに仮に中心線を100、下方管理限界線を10、上方管理限界線を1000として管理図を描いてみると、

(;´・ω・)
このように、中心線が中心にないじゃん!問題 が発生します。
これは、中心線と下方管理限界線の差は90 であるのに対し、中心線と上方管理限界線の差は900 となるからです。
\[\]
ではどうすればよいのか、実測データを自然対数を使って対数変換してあげます。

※今回の例では自然対数をとりましたが、データによっては異なる底が良い場合があります。
この対数変換後のデータを使って管理図を描くと、下のようになります。

\[\]
Σ(・ω・ノ)ノ!
変換後の管理限界線は中心線から均等な位置にあることが分かります。
このように、対数変換後であれば \(\bar{x}-R\)管理図 での管理ができるようになります。
\[\]
さて、分布形状で気をつけなくてはならないものがあります。
(。´・ω・)?
それは「異常値の存在」です。
異常値があると、平均値や標準偏差が大きくなり、管理限界線の幅が広がってしまいます。
そのため、緩い管理限界線が設定されてしまします。
(;´・ω・)
\[\]
ただし、何を異常値とするのかはよく考える必要があります。
取得データの分布からは外れているものの、規格値を満たせていてプロセス上発生しうるものであれば、異常値ではないかもしれません。
異常値とするかは、ありたい姿から逆算して許容できるかを確認するようにしましょう。
\[\]
③複数回のデータを収集
管理図における管理限界線は、実測値に基づいて作成しますが、複数回データを取るようにしましょう。
なぜなら、異なる条件を考慮した管理限界線を設定するためです。
※(そのうち書きますが)乱塊法の考え方です。
\[\]
例えば、みかんの収穫量の管理図を作成するときに、「Aさん晴れの日」という条件だけで管理図を作成したとします。
するとどうなるでしょうか?
(。´・ω・)?
作業者が変わったり、天気が悪い日はみかんの収穫に異常があった!と判断しかねません。
しかし、天気によって収穫量が変わることは考えうることですし、ベスト条件だけで管理図を作成するのは実用的ではありません。
つまり、「どこまでのばらつきを含めるか」を考えましょう!
\[\]
③実際に作ってみる
前置きが長くなりましたが、収穫したみかんの重さを例に管理図を作成してみます。
みかんは毎日5個ランダムに選び、農園Aと農園B及びその平均値と範囲を書いています。


\[\]
このデータを基に管理図を作成すると次のようになります。

※平均値、UCL、LCLの表記は書いていません。
詳細は記事「管理図2 管理図の作り方」をご参照ください
\[\]
この管理図では、農園Aと農園Bで分けて書いています。
理由は、農園によって日当たりや、水はけ状態などの生育環境が異なると想定しているからです。
確かに管理限界線も収穫されたみかんの重さの平均値も異なりますね。
\[\]
ここで疑問です。
(。´・ω・)?
本当に農園Aと農園Bではみかんのできに違いがあるのでしょうか?
こんな時は、収穫されたみかんの重さの分布はt分布に従うと仮定して、t検定を行います。
※詳細は記事「平均値に関する検定2:t分布」をご参照ください
\[\]
t検定を行う前にヒストグラムを作成してみます。

(-ω-;)ウーン
よくわからないですね、こんな時は層別します。

ε-(´・д`・ )
きれいな正規分布とはなりませんでした。
こんな時は区間の幅を変えたり、サンプル数を増やしたりします。
\[\]
サンプル数を増やすことで、正規分布(t分布)すると判断できた場合は、t検定を行います。
これでバッチリ!
Σb( `・ω・´)グッ
\[\]
と言いたいのですが、最後にみかんの重さの規格値を確認します。
今回の例では、合格を80g~120g としました。
先ほど作成したヒストグラムに規格値を入れると下図のようになります。

ちょっとはみ出ていますが、先ほどの層別したヒストグラムを見てみます。
すると、農園Bのみかんが規格値より重いものができているためだとわかります。
農園Bのみかんは収穫を少し早くした方が良いかもしれませんね。
\[\]
管理限界線は規格値より内側にあるため、管理図で管理されている状態であれば、規格値は満たせそうです。
一応工程能力指数を計算すると、農園Aでは\(Cp = 0.56\)、農園Bでは\(Cp = 0.59\) となります。
ε(・ω・`*)з
工程能力指数的には農園A、農園Bともにばらつきを抑える(標準偏差をちいさくする)必要がありそうですね。
\[\]
実践では、管理図を作って終わり!とはいきません。
管理図の妥当性や運用方法も決めて実用していきましょう!
\[\]
まとめ
①管理図作成前は、単位・規格値・管理図の意味を確認
②管理限界線を決める時は分布形状も気にしよう
③ありたい姿をイメージして管理図を作ろう
\[\]
今回は管理図について説明しました。
ホントはエクセルを使った(データ分析)t検定の方法を説明したかったのですが、エクセルのバージョン的にできませんでした。
ひとまず、今回はここまでにします。
\[\]
![]()
![]()









[…] 前回の記事「【実践 2】管理図」に引き続き、今回はQC検定実践編として、相関関係について考えていきます。 […]