工程能力指数の使い方
公開日2020年3月8日 最終更新日 2022年5月6日
みなさんこんにちは、michiです。
前回の記事で正規分布表の見方について勉強しました。
今回は工程管理の手法一つ、工程能力指数について学んでいきます。
キーワード 「工程能力指数」「Cp」「Cpk」
目次
①工程能力指数とはなにか
Wikipediaによると、「工程能力指数とは、品質管理の分野において、ある工程の持つ工程能力を定量的に評価する指標の一つである。工程能力は工程が管理状態で、かつ、安定した状態で予測可能な場合のみ評価できる」 とあります。
(;´・ω・)
・・・ひとことでいうと、「工程を管理するための指標」です。
工程能力指数は、「Process Capability Index」 と英語で言います。そこから頭文字をとって「Cp」と表現されます。
\[\]
②両側規格の工程能力指数
両側規格の工程能力指数は以下の式であらわされます。
\[工程能力指数(Cp) = \frac{上限規格 – 下限規格}{6 × 標準偏差(σ)}\]
イメージ図は下です。
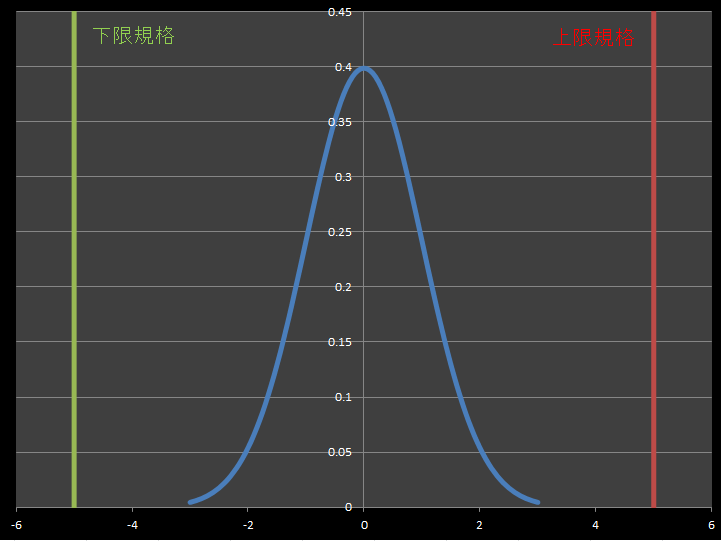
※グラフは±3の範囲のみ表示していますが、実際の分布は±∞まであります。
測定データから得られた標準偏差、製品規格の上限と下限の3つから成ります。
ここで注目すべきは、標準偏差のみが測定データで使用されている点です。
両側規格の工程能力指数では、「上限規格-下限規格」という「製品規格の幅」と、標準偏差という「製品のばらつきの幅」の比を評価しています。
\[\]
両側規格の工程能力指数は、「製品規格」という箱に対し、製品の大きさがどのくらい余裕をもっているか、あるいはどのくらいはみ出るかをあらわしています。
「規格の幅」と「標準偏差(製品のばらつきの幅)」の二つの幅で評価するのが「両側規格」です。
\[\]
③片側規格の工程能力指数
片側規格の工程能力指数は以下の式であらわされます。
\[片側工程能力指数(Cpk) = \frac{上限規格 – 平均値}{3 × 標準偏差(σ)}\]
または、
\[片側工程能力指数(Cpk) = \frac{平均値 -下限規格 }{3 × 標準偏差(σ)}\]
両側規格と比較して異なる点を考えてみましょう。
- 工程能力指数の名前が「Cpk」になっている
- 平均値が使われている
- 分母の標準偏差の前の数字が3 になっている
\[\]
Cpkは、両側規格のCpにkが追加されています。
これは、「Process Capability Index Katayori」 の頭文字をとっています。
「Katayori」は「偏り」のことで日本語です。
Σ(・ω・ノ)ノ!
このように、「規格値と平均値の差」と「標準偏差(製品のばらつきの幅)」の二つで評価するのが「片側規格」です。
\[\]
④なぜ片側規格を考えるのか
すでに両側規格があるのに、なぜ片側規格が必要なのでしょうか?
それは、「両側規格では、ずれを評価できない」からです。
もう一度両側規格の式を見てみましょう
\[工程能力指数(Cp) = \frac{上限規格 – 下限規格}{6 × 標準偏差(σ)}\]
この式では「規格の幅」と「標準偏差(製品のばらつきの幅)」のみで評価していました。
幅の評価では余裕があっても、その分布が規格値に近い場合、実際には余裕があるとは言えません。
(。´・ω・)?
\[\]
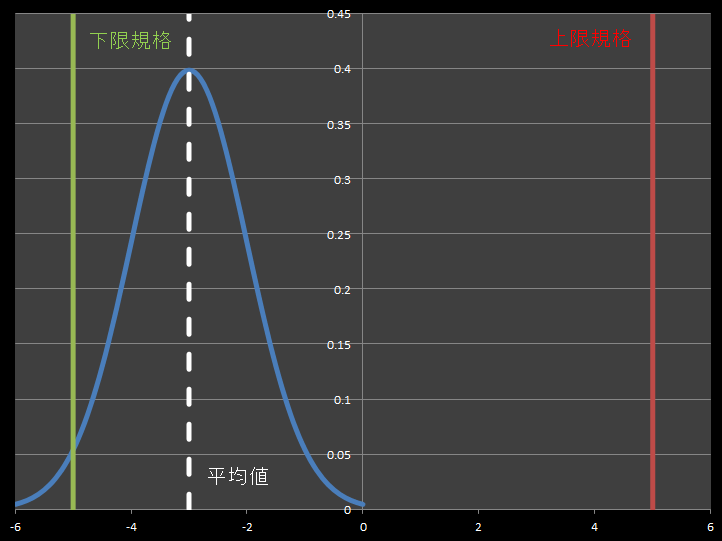
次のグラフを見てみましょう!
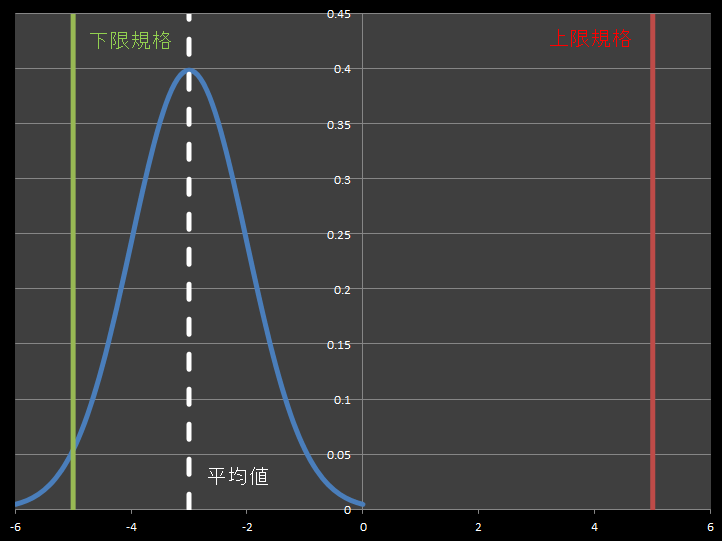
※グラフは-6から0の範囲のみ表示していますが、実際の分布は±∞まであります。
グラフ2 はグラフ1 と同じ「標準偏差」「上限規格」「下限規格」です。
しかし、平均値(グラフの中心)には偏りがあります。
\[\]
平均値に偏りがあるため、分布の一部が下限規格を下回っています。
下限規格を下回っている状態は望ましい状態とはいえません。
(◎´・ω・)´-ω-)ウン
そこで片側規格を使用し、「標準偏差(製品のばらつきの幅)」と「平均値」から、「規格値」に対してどれだけ裕度があるかを指標としていきます。
\[\]
⑤工程能力指数の判断基準
工程能力指数を計算したら、以下の表で評価します。
| Cp,Cpk≧1.67 | 十分すぎる |
| 1.67>Cp,Cpk≧1.33 | 十分満足している |
| 1.33>Cp,Cpk≧1.0 | まずまずである。十分な状態に改善する |
| 1.0>Cp,Cpk≧0.67 | 不足しているので、1.33になるように改善処置をとる |
| 0.67>Cp,Cpk | 非常に不足している。原因を究明し、是正処置をとる |
\[\]
グラフ1の両側規格Cpは、「1.67」
グラフ2の上限規格に対する片側規格は「2.66」、下限規格に対する片側規格は「0.67」 です。(少数第3位を四捨五入)
\[\]
この計算結果から、グラフ1の工程は十分管理されているといえます。
しかし、グラフ2については、上限規格に対しては十分管理されているといえますが、下限規格に対しては不足しているため、改善処置が必要 となります。
※片側規格を評価する場合は、「上限規格」と「下側規格」のCpkを計算したのち、Cpkの小さい値を採用します。
両側規格Cpのみでは判断できないずれを片側規格Cpkを考慮することによって、本当の工程管理能力を評価できるようになります。
\[\]
⑥なぜ標準偏差を6倍、3倍するのか
さて、一通り工程能力指数が何かを学びましたが、疑問があります。
なぜ、分母の標準偏差を6倍または3倍するのでしょうか?
(。´・ω・)?
この答えのヒントは、記事「不偏分散ではだめ?なぜ標準偏差」にまとめました。
ポイントは、中心から標準偏差分だけ離れた点が変曲点になることです。

では、この標準偏差\(σ\)を3倍するとどうなるか、見てみましょう!
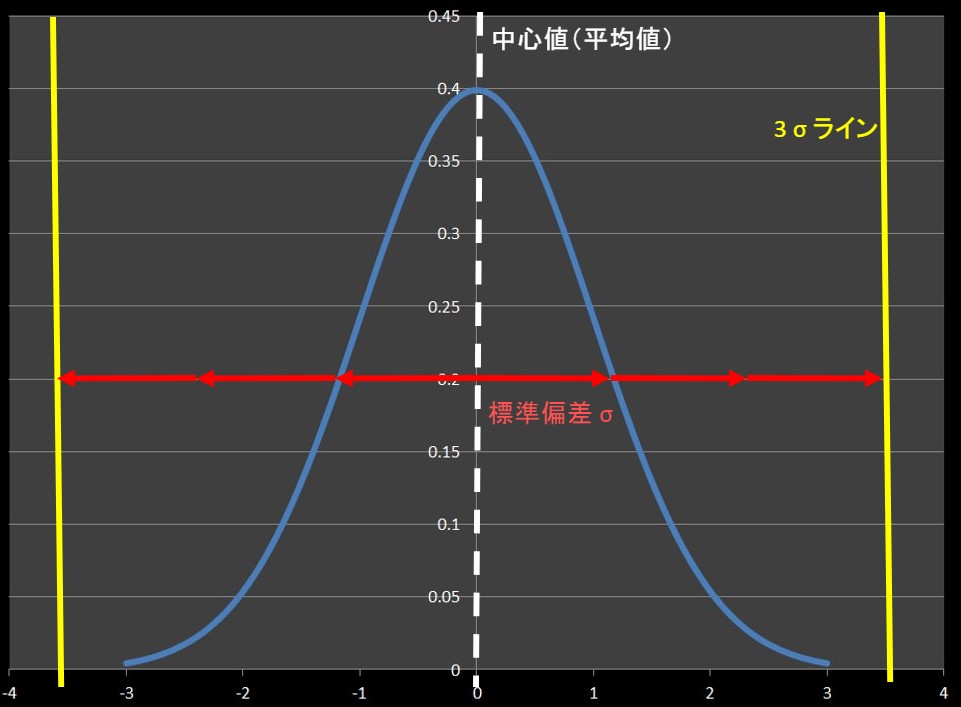
※グラフは±3の範囲のみ表示していますが、実際の分布は±∞まであります。
黄色の直線が正規分の中心値から、左右それぞれ3\(σ\)離れた位置にあります。
この黄色の直線の内側に測定値が分布する確率は 99.7% になります。
99.7%という数値は統計的な計算から求められます。
重要なことは、黄色の直線の外側には0.3%しか存在確率がないということです。
つまり、黄色の直線外側に測定値が存在することは、滅多にないこと(=異常?)と考えられます。
\[\]
さて、工程能力指数Cp の計算式を思い出してみましょう。
\[工程能力指数(Cp) = \frac{上限規格 – 下限規格}{6 × 標準偏差(σ)}\]
\[\]
改めて式をみると、「規格の幅 と 測定値の99.7%が存在する領域 の比」を計算していることが分かります。
Cp=1.0とは、規格の幅と測定値の99.7%が存在する領域が同じことを意味します。
Cp=1.0から、\(σ\)分の幅の大小で工程能力指数の評価が変わります。
\[\]
では、片側規格の工程能力指数はどうなのか見てみます、計算式は下式の通りです。
\[片側工程能力指数(Cpk) = \frac{上限規格 – 平均値}{3 × 標準偏差(σ)}\]
または、
\[片側工程能力指数(Cpk) = \frac{平均値 -下限規格}{3 × 標準偏差(σ)}\]
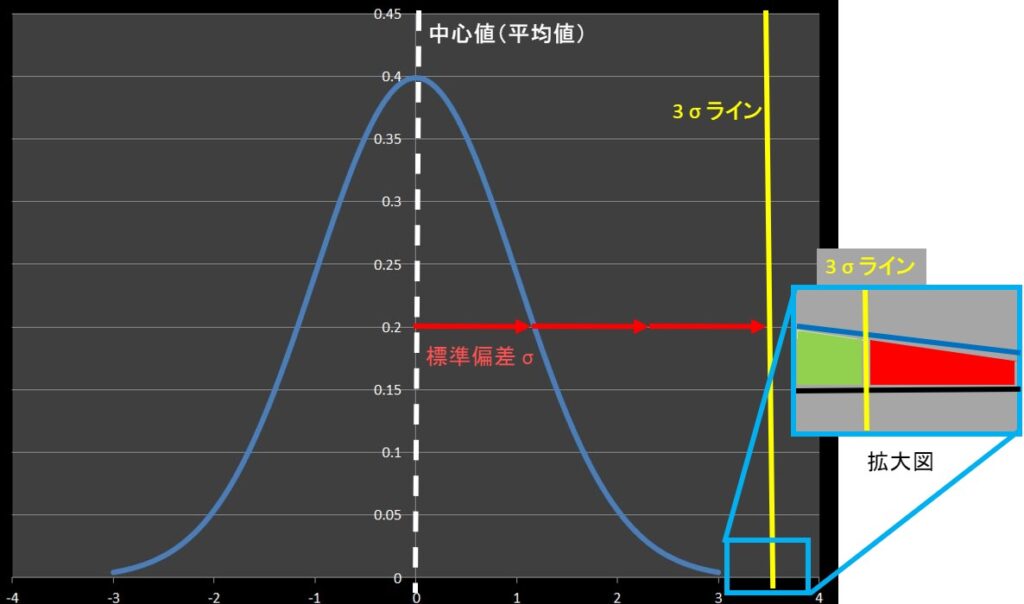
今回は片側規格の右側だけを例として考えます。
両側規格では規格の幅と99.7%の存在領域の比をみましたが、片側規格では、99.7%の境界値と規格値を比較します。
※拡大図の緑色の領域は99.7%の存在領域、赤色の領域は0.3%の存在領域
\[\]
もし、99.7%の境界値と規格値が同じ値であれば、それはCpk=1.0を意味します。
Cpkでは6倍ではなく3倍で求める理由は、平均値から3\(σ\)離れた位置が99.7%の境界値となるからです。
\[\]
まとめ
①工程能力指数とは、「程を管理するための指標」
②両側規格Cpは規格の幅に対するばらつきの幅で評価
\[工程能力指数(Cp) = \frac{上限規格 – 下限規格}{6 × 標準偏差(σ)}\]
③片側規格Cpkの計算式は、
\[片側工程能力指数(Cpk) = \frac{上限規格 – 平均値}{3 × 標準偏差(σ)}\]
または、
\[片側工程能力指数(Cpk) = \frac{平均値 -下限規格 }{3 × 標準偏差(σ)}\]
④片側規格Cpkは、両側規格Cpにくらべ規格値に対する平均値も考慮
⑤工程能力指数は両側規格Cpか片側規格Cpkで考え、1.33以上になるように改善する
⑥標準偏差\(σ\)を6倍または3倍する理由は、規格値と99.7%の存在領域の比を計算しているから
\[\]
次回は二項分布の考え方について説明していきます。
![]()











[…] 規格値と聞くと、記事「工程能力指数の使い方」に書いた、工程能力指数を思い出します。 […]
[…] 工程能力指数の使い方 […]
[…] この性質は、「工程能力指数」の理解を深めていくうえで重要になってきます。 […]